


Summary
- A technology that joins materials by moving a rotating tool up from the back side using friction stir welding (FSW).
- Allows the joining of hollow structures and double-skin structures (such as vehicles, tanks, and pipes).
- The tool has an incline angle, which allows for a wide range of applicable joining conditions and makes it easy to set the conditions, as well as allowing for high strength through high speed and low heat input.
- By attaching a backing plate to the surface, the stirring marks that remain after joining with normal FSW (inserting the tool from the surface of the hollow structure) do not occur, and the surface is smooth and highly designable.
- We propose the introduction of this technology to manufacturers of joining equipment and companies in the automotive, aircraft, and railway industries that use joining equipment.
Technology Overview & Background
In the automotive, railway and aviation industries, there is a trend towards using aluminum alloys to reduce weight, and friction stir welding (FSW) is often used to join these materials. In addition, some aluminum alloy components, such as tanks, pipes and double-skinned structures such as train carriages, have hollow or double-skinned structures. In these cases, FSW is difficult to use with conventional FSW, which requires a backing plate. So bobbin tool FSW is used instead. However, the bobbin tool FSW, which frictions stirs from both the front and back sides, cannot tilt the tool due to its structure. As a result, the range of joining conditions that can obtain a good joint becomes narrow, and there are problems such as the need for prior technical review and difficulty in satisfying the required strength for various materials and shapes.
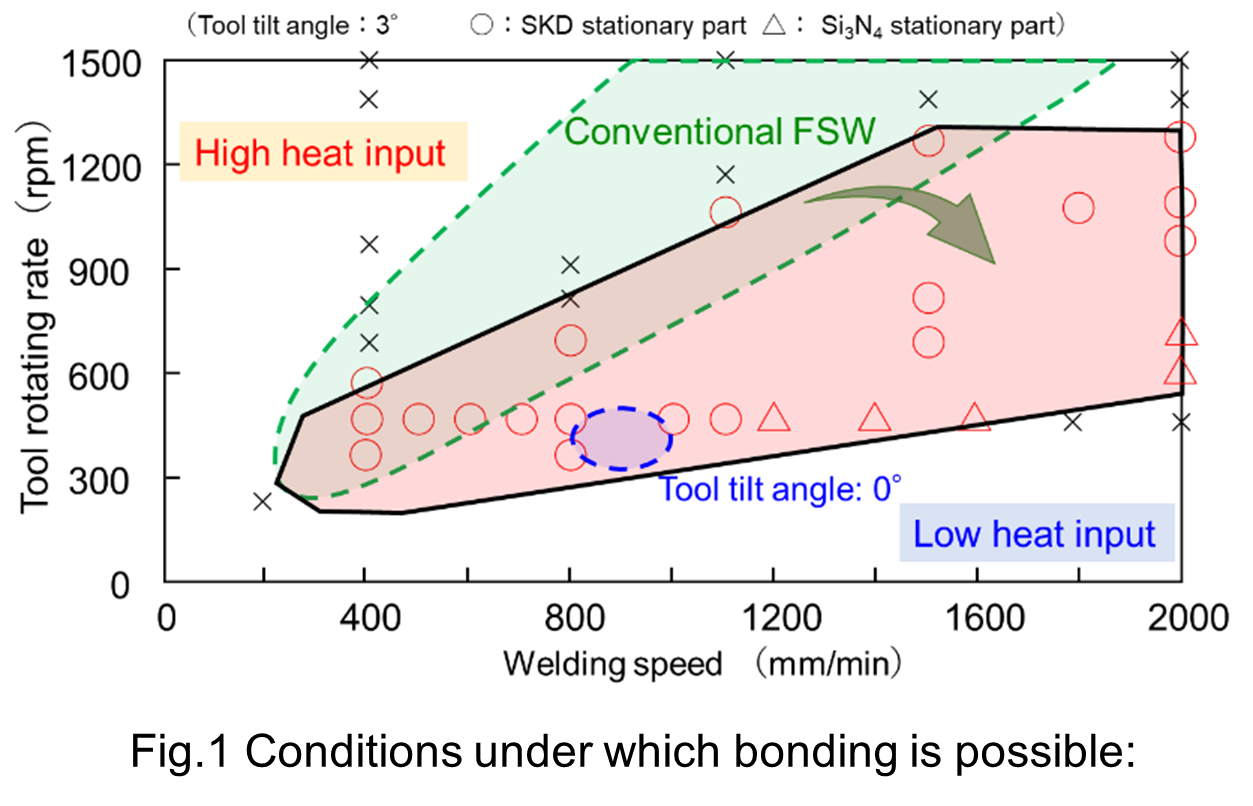
The inventor of this technology has developed a new friction stir welding technique that solves the problems of the bobbin tool FSW. Unlike the normal FSW joining tool or bobbin tool, this technique uses a rotating tool with a flange-like structure (shoulder) at the tip. The tool is inserted from the back of the joint (inside the hollow) towards the front (outside the hollow), and friction stirring is carried out by attaching the tool to a device on the front side and applying pressure and rotation to pull the tool up. Since the tool has an angle of inclination, the range of applicable joining conditions is widened, making it easier to find the right conditions, and it is also possible to expect faster joining and higher strength due to low heat input (pink area in Fig. 1 graph).
 |
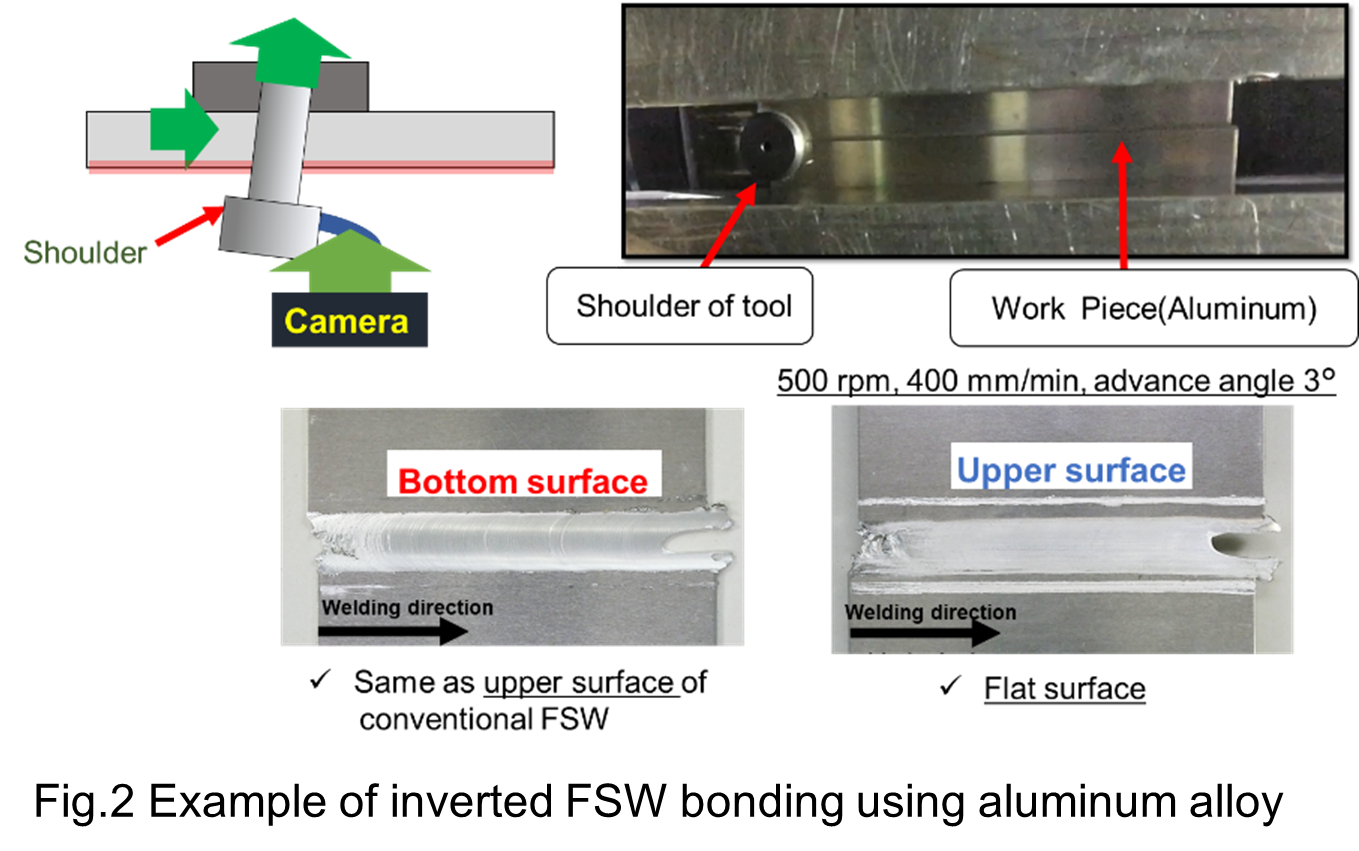
In addition, by attaching a backing plate to the surface, the stirring marks that would normally remain after joining with FSW (tool inserted from the surface of the hollow structure) do not occur, so the surface is smooth and does not require surface finishing, and the design is also very high (Fig. 2).
 |
Data
- We confirmed that it is possible to join using aluminum alloy (A6061-T6) under the following conditions: rotation speed 500 rpm, joining speed 400 mm/min, and advance angle 3° (Figure 2).
Patent(s)
JP5988265
Researchers & Academic Institution
Hidetoshi Fujii, PhD (Professor, Research Division of Materials Joining Mechanism, Joining and Welding Research Institute, The University of Osaka, Japan), et al.
Expectations
- It can also be used for steel and titanium hollow structures, if it is developed as a tool for high-melting-point materials,
- If you would like to develop a joining device that uses this technology, we can propose developing the device in collaboration with The University of Osaka. We can also provide technical guidance for practical use.
- If you have trouble with joining technology, please contact us. We will propose a system for joint research and development with The University of Osaka to see if it is possible to join the metals used by your company.
We can also arrange a meeting with the researchers to discuss this invention/project, so please feel free to contact us if you would like to do so.
Project No.DA-03186c